阀杆容易产生弯曲,弯曲的阀杆使阀门在开启和关闭时传动力受阻,造成填料处泄漏,如不及时进行矫直修复,还会损坏其他零件。
阀杆弯曲变形的矫直方法有静压矫直、冷作矫直和加热矫直三种。
1.静压矫直
(1)阀杆静压矫直。阀杆的静压矫直,应在矫直平台上进行。矫直平台由平板、V形块、压力螺杆、压头、千分表等组成。阀杆矫直前,应用千分表找出其弯曲状况,并作上标记和记录,确定矫直方案。
阀杆矫直时,用V形块支撑,使弯曲的凸面向上,压头压住凸面,压力螺杆加力使凸面向下变形。静压一定时间后,用千分表校核。如此重复进行,直至将阀杆矫直为止,见图9-21。
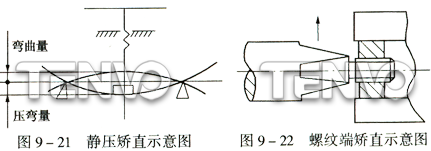
因为阀杆一般都进行了调质和表面淬火处理,它具有一定的刚度和硬度,因此在静压时,压弯量要大于原阀杆的弯曲变形量。凡是经过热处理的阀杆,其静压变形量一般为原弯曲变形量的8~15倍。
为了防止矫直的阀杆“回潮”,一是在矫直阀杆原弯曲处反方向有意压弯0.02~O.03mm,随时间推迟而慢慢地消失;二是将矫直的阀杆置于200℃温度下,保温5h,消除其残余内应力。
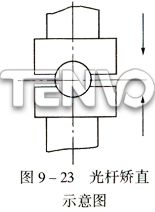
(2)阀杆局部弯曲矫直。局部弯曲矫直可在台虎钳上进行,也可在摩擦压力机上进行。阀杆上部螺纹处弯曲矫直,见图9-22。先在螺纹端旋上螺母,夹在虎钳上,将阀杆向弯曲的相反方向加力矫直,再把阀杆旋转一周,重复上述操作。这样矫直几次,即可将阀杆上部的螺纹矫直。
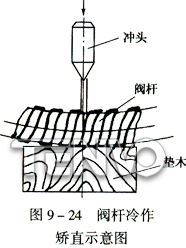
(3)阀杆光杆局部弯曲的矫直,见图9-23。其操作方法是:用两块低碳钢厚钢板夹在一起,在两块板的接缝处钻孔,孔径稍大于阀杆直径,制作成一对夹板。把阀杆的弯曲部分放在夹板中,夹在虎钳上(或放在压力机上),慢慢地夹紧虎钳,即可将阀杆端部矫直。对弯曲较厉害,直径较粗的阀杆,最好先用火焰加热,使其软化后,再进行矫直。
2.冷作矫直
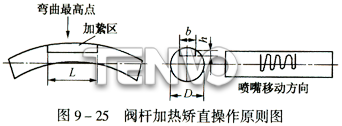
冷作矫直是用专用工具(圆弧工具)敲击阀杆弯曲的凹侧面,使其产生塑性变形,弯曲的阀杆在变形层的应力作用下轿直,见图9-24。
冷作矫直方法简便,不影响材料的性能,矫直精度容易控制,稳定性好。但冷作矫直的弯曲量不大,一般不超过0.5mm,只用于局部矫直。
3.加热矫直
加热矫直的原理是在轴类零件弯曲的最高点加热,由于加热区受热膨胀,使轴两端向下弯曲(更增加了弯曲度),当轴冷却时,加热区就产生较大的收缩应力,使零件两端往上翘,而且超过了加热区的弯曲度,这个超过部分也就是矫直的部分。矫直的一般操作原理,见图9-25。
热矫直的要点是:
(1)利用车床或V形铁,找出弯曲零件的最高点,确定加热区。
(2)加热可采用氧气乙炔火焰喷嘴,其喷嘴的型号、规格应根据阀杆直径的大小合理选择。
(3)加热温度一般为200-600℃。用氧气乙炔中心火焰快速加热,其温度可达到500℃。
(4)加热区的形状有条状、蛇形状和圆点状三种。条状常用于阀杆弯曲变形较均匀者,蛇形状用于变形严重,需要较大面积的加热区,对于精加工后的小阀杆的弯曲用圆点状加热区。
(5)阀杆加热区的尺寸对矫直量有一定影响,一般加热区宽度接近阀杆的直径,其长度为阀杆直径的2~2.5倍,加热深度为阀杆直径的1/3。阀杆的热矫直方法,见图9-26。

必须指出的是,若阀杆的弯曲量较大时,可分数次加热矫直,不可一次加热过长,以免烧焦工件表面。尤其是经过镀铬的阀杆,加热矫直要持慎重态度,要防止镀铬层脱落。热处理过的阀杆,加热温度不宜超过500~550℃。同时热矫直的关键在于弯曲的位置及方向必须正确,加热的火焰也要和弯曲的方向一致,否则会出现扭曲或更多的弯曲。
天沃-偏心球阀,与您资料共享!




















