1.凸面外圆的修整
在凸凹面、榫槽面中,由于制造质量,凸凹表面碰伤、变形,使凸面套不进凹面中。除车削外,可用锉刀修整,如图9-49所示。

其修整方法是:将工件夹在虎钳上,把平锉平放在凸面外圆上,平锉光面侧靠着台后肩,在锉削中一边作往复运动,一边上下作圆弧运动,锉一会儿后调换一个方向,一直沿整圆锉完。锉削圆弧连接自然,直到要求尺寸为止,凸凹面配合间隙为H11/d11。
2.梯形槽的修理
梯形槽由于腐蚀、压击而损坏。修理时,将工件夹在车床上,用千分表校正,在梯形槽的面上车削掉1mm左右的厚度,然后按梯形槽尺寸套出新的梯形槽,槽的内外侧粗糙度≤3.2。
3.螺纹堵头的修理
螺纹堵头是阀门体和阀门盖上常见的静密封点,用它注水试压或排放介质。根据工况条件和损坏程度,采用如下方法修复。
轻微损坏采用研磨、换垫或者在堵头螺纹上缠绕聚四氯乙烯胶带、密封胶等;堵头损坏应更换;螺孔滑丝可采用扩孔攻丝,加工新堵头或者堆焊填满螺孑L后,重新钻孔攻丝。
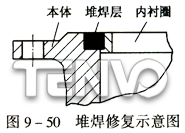
4.静密封面堆焊修复
把静密封面上的缺陷车除,按本体材料选用焊条,为了防止焊液流失,应预制向衬圈固定堆焊处内侧,其材料与本体一致,见图9-50。然后按照堆焊规程施焊,车削成新的静密封面。堆焊体应无裂纹、气孔等缺陷,强度试验合格。
5.静密封面的更换
静密封面因腐蚀严重、裂纹、掉块等无法修补时,可进行更换。新加工的静密封面应符合原静密封面尺寸和技术要求,无法查到静密封面尺寸时,可根据静密封实测面尺寸进行加工。
(1)焊接更换。焊接更换是预制好静密封圈(应留有一定的加工余量),嵌入已加工好的本体内,然后施焊,使静密封圈与本体成一整体,再进行加工、研磨,见图9-51。
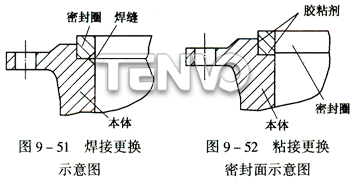
(2)粘接更换。对于铸铁或非金属阀门不便采用焊接更换时,可选用适合的胶粘剂将预制好的静密封圈牢固地粘接在本体上(见图9-52),然后进行研磨修正。
天沃-手动蝶阀,与您资料共享!




















