1.引言
随着工业水平的不断提高,对于阀门的密封性和可靠性要求越来越高,密封失效在可能造成重大人员伤亡事故和巨大经济损失的同时,还会造成环境污染,因此波纹管阀门由于具有双重密封功能,其使用领域越来越广。但随着压力的提高,对波纹管元件的耐压和伸缩量提出了更高要求。
2.高压波纹管阀门的设计、特点及工作原理
2.1 设计
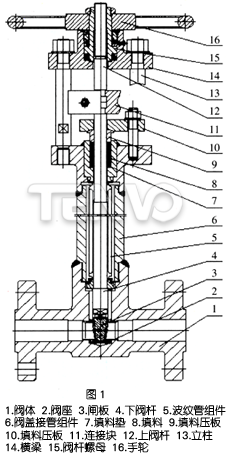
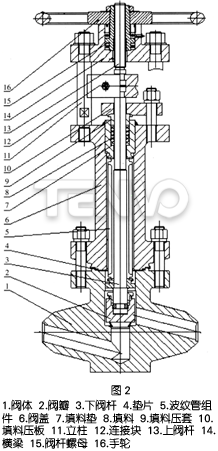
高压波纹管阀门主要由阀体、闸板(阀瓣)、阀座、波纹管组件、阀盖接管组件、立柱、横梁、阀杆螺母等组成。波纹管组件由金属波纹管、填料函和波纹管座三体焊接而成;阀盖接管组件由法兰和接管两件焊接而成;波纹管组件中的填料函与阀盖焊接连接,波纹管座则与下阀杆焊接连接;阀体与阀盖接管组件也采用焊接连接。高压波纹管闸阀具体结构见图1,高压波纹管截止阀具体结构见图2。
2.2 特点
阀门一般有两个外漏点,一是阀体阀盖联接处,二是填料密封处。为了解决高压状态下这两个外漏点的密封问题,我们采取了下列措施。
2.2.1 阀体阀盖采用了焊接连接
在中低压状态下,阀体阀盖一般采用中法兰螺栓联接,如果发生泄漏,由于是静密封,紧紧螺栓或更换密封垫片即可解决。但高压状态下中法兰螺栓联接就不可靠了,我们采用了两种结构来解决这一问题:
(1)焊接结构,在完成各项试验并合格后将阀盖接管和阀体焊接为一体,解决阀体阀盖联接处的泄漏问题,如图1所示;
(2)螺栓连接预留焊唇结构,在阀体阀盖中法兰连接处各预留一个焊唇,当中法兰连接处出现泄漏时可将焊唇处焊接,以解决泄漏问题,如图2所示。
2.2.2双重密封设计
填料密封处由于阀杆与填料之间有相对运动,属于动密封,采用紧固螺栓、增加或更换填料的方法只能暂时解决泄漏问题,尤其是在高压状态下,填料密封更成为一个难题。波纹管阀门采用波纹管加填料双重密封结构,波纹管为主密封,填料只有在波纹管失效后才起密封作用,所以可以有效解决填料密封处的泄漏问题,由于波纹管组件分别与阀盖及下阀杆焊接连接,介质被隔阻在下阀杆和填料函之外,不会进入填料函。
2.2.3 波纹管元件结构参数设计及选材
高压状态时对波纹管元件的要求很高,同时,由于阀门有启闭高度要求,尤其是闸阀启闭高度很长,所以要求波纹管元件的行程很长。目前国内波纹管元件一般采用“U”形结构,高压波纹管采用多层压在一起,以满足耐压要求,这样波纹管元件的升缩量就小,为了满足阀门开启高度,波纹管元件就会很长。针对这一问题,我们与国外供应商共同设计了波纹管元件,采用“Ω”形结构,同时加大了波纹管元件的波形高度,有效增加了波纹管元件的升缩量,减小了波纹管元件长度,从而大大降低了阀门整机高度。
下面以2″波纹管闸阀为例,800Lb级采用“U”形结构波纹管元件,1500Lb级采用“Ω”形结构波纹管元件,两者主要参数对照见表1。
| 阀门规格 | 开启高度 | 压力级 | 结构 | 材料 | 外径 | 内径 | 波形高度 |
| 2″ | 42 | 800Lb | U形 | 1Cr18Ni9Ti | 39 | 28 | 5.5 |
| 2″ | 42 | 1500Lb | Ω形 | Inconel625 | 48 | 34 | 7 |
| 阀门规格 | 波距 | 波数 | 层数 | 单层壁厚 | 位移量 | 伸缩量 | 波纹部分长度 |
| 2″ | 5 | 76 | 4 | 0.25 | ±21 | 11% | 380 |
| 2″ | 5.74 | 61 | 5 | 0.30 | ±21 | 12% | 350 |
2.3 工作原理
按顺时针方向旋转手轮,通过阀杆螺母旋转带动上阀杆旋转并下行,上阀杆带动连接块及下阀杆下行,下阀杆带动闸板(阀瓣)下行,闸板(阀瓣)与阀座密封面吻合,阀门关闭,同时波纹管元件由于填料函与阀盖焊接连接,而波纹管座与下阀杆焊接连接,所以处于拉伸状态。反之阀门开启,波纹管元件处于压缩状态。
3.高压波纹管阀门的检验和试验
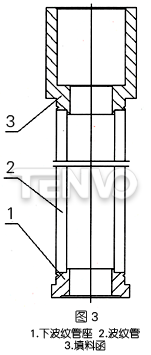
根据高压波纹管阀门的特点,除与其他阀门同样的检验和试验项目外,还须进行三部分检验和试验,一是对波纹管及波纹管组件(见图3)进行零部件检验,二是对波纹管组件与阀杆连接(见图4)焊后检验,三是进行波纹管阀门组装完成后的整机检验和试验。
3.1 波纹管及波纹管组件的检查和试验
波纹管及波纹管组件的检查和试验,分为出厂检验和型式检验,检验项目和顺序按表2的规定。检验条件除另有规定外,应在下列条件下进行检验:
(1)环境温度:5℃~40℃;
(2)湿度:20%~80%;
(3)大气压力:86kPa~106kP。
| 序号 | 检验项目 | 出厂检验 | 型式检验 | 检验方法 |
| 1 | 表面质量 | 必检 | 必检 | 在标准照明条件下,肉眼观察表面及外形,结果符合JB/T6169-1992中7.1、7.2规定。 |
| 2 | 几何尺寸 | 必检 | 必检 | 用分度值为0.02mm的卡尺或其精度相当的其他量具、仪器,检验波纹管几何尺寸,结果应符合图纸要求。 |
| 3 | 密封性能 | 必检 | 必检 | 用灵敏度为10-3mm3/s氦气的质谱仪泄漏试验装置,不得呈现可探测出的渗漏。 |
| 4 | 压力试验 | 不检 | 必检 | 在室温或38℃条件下,以1.5倍公称压力进行水压试验。 |
| 5 | 循环寿命 | 不检 | 必检 | 在室温或38℃条件下的公称压力下进行,加压方式同压力试验一样,循环频率不应超过每秒一次。结果应满足表3的规定。 |
波纹管和波纹管组件的检验和试验的合格判据:
(1)出厂检验中有不合格项的波纹管,为不合格品。
(2)型式检验样品数至少为三件,三件循环寿命试验,取最小值以计算出最小循环寿命;三件试验件均合格,则判定该规格产品的型式检验合格;三件中有一件不合格允许重新抽样一次;三件试验中有两件不合格则判定本次型式检验不合格。
| 阀门规格 | 最小循环寿命 | ||
| 闸阀 | 截止阀 | ||
| ≤800磅级的阀门 | ≤2″ | 2000 | 5000 |
| 2-1/2″~4″ | 2000 | 5000 | |
| >4″ | 1000 | 2000 | |
| >800磅级的阀门 | ≤2″ | 2000 | 2000 |
| 2-1/2″~4″ | 1000 | 2000 | |
| >4″ | 1000 | 1000 | |
注:我国有波纹管截止阀分等标准,一等品最小循环寿命为3000次,优等品为5000次。
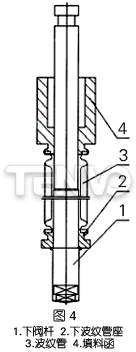
3.2 波纹管组件与阀杆连接焊后检验
波纹管组件与阀杆采用氩弧焊接方法进行焊接后的密封性检验:用0.6Mpa的气体进行泄漏试验,试验持续时间为3min,在水槽中检查。
3.3 波纹管阀门组装完成后的整机检验和试验
波纹管阀门组装完成后的整机检验和试验按表4的规定。
| 序号 | 检验项目 | 检验方法 |
| 1 | 低压气密封试验 | 阀门关闭一半,用0.6MPa的试验介质对阀门内腔加压,再关闭阀门进行泄漏试验,试验介质为空气。 |
| 2 | 高压密封试验 | 关闭阀门,用公称压力的1.1倍的试验介质从进口端加压,试验介质温度为不高于52℃的水(可加防锈剂)。 |
| 3 | 阀门强度试验 | 关闭阀门一半,用公称压力的1.1倍的试验介质从进口端加压,试验介质温度为不高于52℃的水(可加防锈剂)。 |
| 4 | 氦质谱检漏试验 | 在标准大气压和20℃下,用灵敏度为10-6毫升氦/秒氦质谱泄漏试验装置对阀门进行抽真空,当阀门内的真空度达5Pa时,使用喷吹法将纯氦气依次对焊缝和阀体阀盖(铸件)、焊接坡口处进行检漏。 |
4.高压波纹管阀门的应用
高压波纹管阀门由于自身的结构特点,主要用于易燃、易爆、有毒、渗透性强、有核辐射等特殊介质和恶劣工况条件的工业管道上,因为它具有金属波纹管和填料双重密封,无外漏点,已广泛用于石油化工、核电、聚酯化纤、制药、航天工业等行业。近年来,随着人们对环保意识的加强,对环境有较高要求的场合也使用。下面简要介绍高压波纹管阀门的几种应用。
4.1 精对苯二甲酸(PTA)
主要用途:制氢系统。
阀门主要参数:手动波纹管闸阀,规格为1/2”~2”,设计压力等级为1500LB,壳体材料为316L,工作温度为0℃~400℃,介质为氢气,壳体材料为316L。
4.2 聚脂
主要用途:年产15~40万吨聚脂切片以及后纺丝项目中热媒站及聚合楼的热媒系统管道。
阀门主要参数:手动波纹管闸阀,公称直径为15~70Omm,设计压力等级为1.6~6.4MPa,壳体材料为A105、WCB,工作温度为0℃~325℃,介质为气相或液相氢化三联苯、对二甲苯。手动波纹管截止阀,公称直径为15~500mm。设计压力等级为1.6~4.0MPa,壳体材料为A105、WCB,工作温度为0℃~325℃,介质为气相或液相氢化三联苯、对二甲苯。
4.3 核电
主要用途:1000MW级核电站化学和容积控制系统及压水堆核电站主回路系统、安注系统、余热排除系统等。
阀门主要参数:手动波纹管截止阀,公称直径为50mm,设计压力等级为25.0MPa,最高工作压力等级为17.2MPa,阀体材料为不锈钢,最高工作温度为360℃,工作介质为反应堆冷却剂(含硼水)。
4.4 大型乙烯
主要用途:大型乙烯热油系统等。
阀门主要参数:波纹管截止阀,规格为1/2”~12”,设计压力等级为150Lb~800Lb;波纹管闸阀,规格为1/2”~8”,设计压力等级为150Lb~600Lb。
4.5 太阳能发电
主要用途:太阳能发电热油系统。
阀门主要参数:手动波纹管截止阀,公称直径为3/4”~6”.压力等级为300Lb~600Lb,阀体材料为碳钢,工作温度为230℃~390℃,介质为热油。
天沃-气动调节阀,与您资料共享!



















